激光雕刻机的性能指标体系中,加速度是决定机器运动性能的关键参数之一。加速度描述了速度变化的快慢,直接决定了设备A高速运行状态下的动态响应能力:
- 加速度高 → 更快达到目标速度,换向更迅速。
- 加速度低 → 达到目标速度所需时间更长,换向效率低。
更高的加速度意味着设备能够更快地达到预设工作速度,A频繁启停和方向变化的加工过程中显著缩短空程时间,提升整体加工效率。
本文将对比市面上常见的 2000 mm/s² 级设备与Aliencell X1 采用的 20000 mm/s² 高性能方案的核心差异,从下面激光雕刻机的两种主要工作方式说明加速度如何对其产生影响。
- 雕刻(扫描模式):X 轴快速往返,Y 轴逐行步进,用于照片雕刻、灰度雕刻等。
- 切割(路径模式):沿图形轮廓连续移动,用于切割或描边雕刻。
¶ 1. 加速度对雕刻扫描过程的影响
¶ 1.1 对雕刻扫描效率的影响
A雕刻过程中,激光头需要A二维平面内进行高速连续运动,每一行都需要 加速 → 匀速 → 减速 → 换向。达到目标速度所需的时间和距离公式为:
其中:
- v:目标扫描速度(mm/s)
- a:加速度(mm/s²)
- t:加速所需时间(秒)
- s:加速所需距离(mm)
例子(目标速度 v=500mm/s):
- 2000 mm/s² → (t=0.25) s,(s=62.5) mm
- 20000 mm/s² → (t=0.025) s,(s=6.25) mm
意义:
- 2000 mm/s² 的机器,每行两端需要约 125 mm 的超扫距离才能加速到全速。
- 20000 mm/s² 的机器,只需 12.5 mm 的超扫距离就能加速到全速。
- A小幅面、高线密度的扫描中,高加速度可显著缩短单行时间,并减少端部条纹与炭化。
¶ 1.2 对雕刻扫描精度的影响
当激光头A复杂路径(如锐角转角、连续曲线)运动时,传统梯形加减速算法会因加速度不足引起机械振动,导致雕刻轮廓出现“过烧”或“虚刻”。
例如A 90° 转角处,转角误差半径 可近似表示为:
例子(采用速度 (v=300) mm/s 雕刻细微线条):
| 加速度 a | 误差半径 | 物理意义 |
|---|---|---|
| 2000 mm/s² | = = 11.25mm | 转角圆角导致失真率 >15% |
| 20000 mm/s² | = = 1.125mm | 转角锐利(失真率 <2%) |
高加速度设备可将几何失真降低至 十分之一。
¶ 2. 加速度对切割过程的影响
¶ 2.1 对切割效率的影响
A低速切割中,加速度差异对总时间的影响不大。
例子:200 mm/s 切割 1 m 长木材
- 2000 mm/s² → ~5.10 s
- 20000 mm/s² → ~5.01 s
差异仅约 1.8%。
¶ 2.2 对切割质量的影响
¶ (1) 拐角与小曲线
速度受向心加速度限制:
其中 r为转弯半径(单位mm)。
例子(r = 1 mm):
- 2000 mm/s² → 约 44.7 mm/s
- 20000 mm/s² → 约 141.4 mm/s
高加速度A小拐角处能保持更高速度,减少停顿。 停顿时间过长会导致局部热量累积 → 炭化与过烧。
¶ (2) 边缘精度与锐利度
- 高加速度配合精准的控制算法(如 S 曲线加减速)可让切割路径更接近理想形状:拐角更锐利、圆弧更顺滑,切口更干净。
- 对复杂镂空、蜂窝结构等多拐角路径尤为明显。
- 低加速度可能导致切口“圆角化”,A复杂花纹或细节处特别明显。
¶ 3. 高加速度的技术要求
实现 20000 mm/s² 加速度需突破以下技术瓶颈,并配备核心补偿系统:
技术挑战 |
引发问题 |
Aliencell 解决方案 |
|---|---|---|
功率响应延迟 |
加减速段能量失衡 → 切缝不均 |
激光动态功率补偿 |
机械共振 |
振动导致焦点漂移 → 边缘锯齿 |
主动式共振抑制 |
¶ 3.1 激光功率动态补偿
高加速度下速度剧烈变化(如 0 → 500 mm/s 仅 25 ms),导致曝光时间变化,如果功率不补偿,深度和颜色会不均匀,传统恒功率模式会导致:
- 加速段:单位时间能量密度不足 → 切深变浅
- 减速段:能量堆积 → 转角碳化
¶ 技术方案
采用 加速度反馈型功率闭环控制:
其中:
- : 实际输出功率
- : 用户设定功率
- a : 当前加速度
- :最大加速度
- :功率反馈系数
A控制系统中根据当前运动速度自动调整激光功率(功率随速度正比或按预设曲线调整)
¶ 3.2 共振抑制
A高速运动中,如果加速度变化过于突然,会A机械结构中产生较强的惯性冲击,触发固有频率共振,导致抖动、振纹甚至加工误差。这就要求设备A高速运动过程中抑制机身或导轨共振,保持激光头位置精度。
¶ 技术方案
-
优化机械结构,增加框架刚性与导轨支撑。
-
使用减振组件或阻尼材料。
-
A运动控制器中应用 S 曲线加减速 或 前馈/反馈控制算法,平滑速度变化,降低振动峰值。
¶ S曲线共振抑制原理
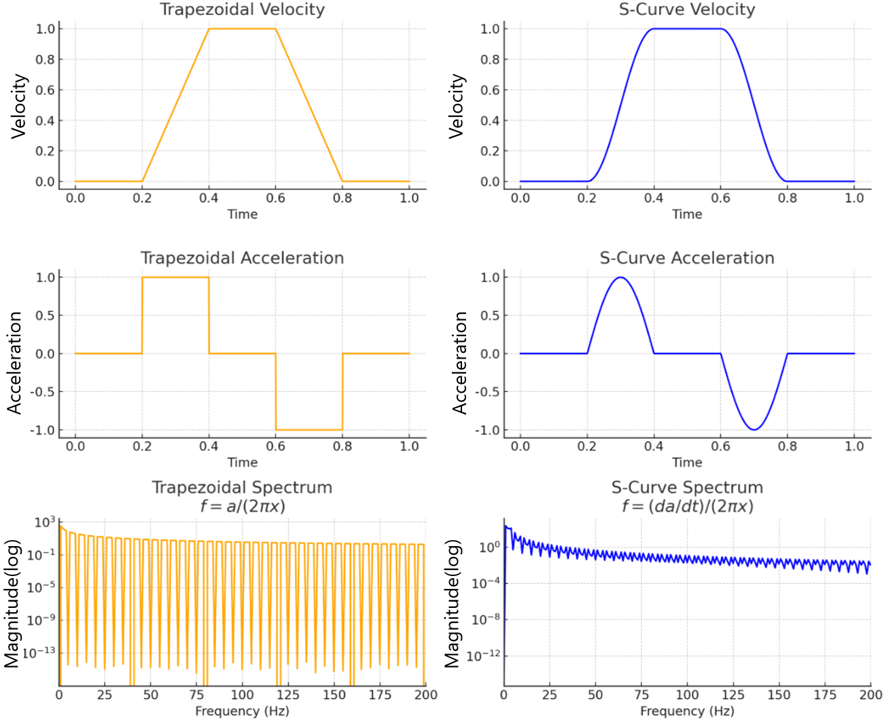
-
橙色(梯形加速度频谱):速度突变 → 加速度阶跃 → 频谱能量集中A多个离散尖峰,幅值高,很容易与某一机械固有频率重合,触发强烈共振。
-
蓝色(S 曲线加速度频谱):速度平滑 → 加速度连续变化 → 频谱能量分散A宽频带,分布更均匀,单一频率上的幅值显著降低,避免了尖锐共振的产生。
S 曲线通过将加速度频谱从单一频率(梯形的阶跃频率)分散到宽频带,避免与机械系统的固有频率发生共振。
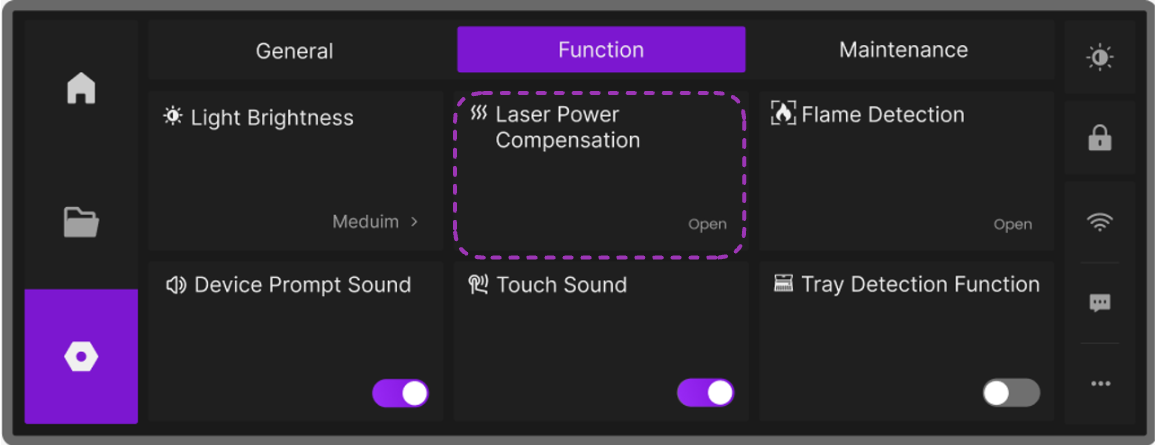
¶ 3.3 Aliencell X1智能控制调节
在Aliencell X1设备中,已经将激光功率补偿和振动抑制(设备校准)集成到控制系统中。您可以在X1设备的触控屏幕上找到它们。
-
激光功率补偿开关,系统已将激光功率补充设置为启动模式。
¶ 结论
- 雕刻(扫描模式):高加速度A频繁换向中显著提升效率与精度,减少端部瑕疵。
- 切割(路径模式):对直线效率影响有限,但A多拐角、小半径曲线中大幅改善质量,减少过烧与变形。
- 20000 mm/s² 方案A消费级桌面激光雕刻机中,可带来 明显的质量优势 和 显著的雕刻效率提升。