In the performance metrics of a laser engraver, acceleration is one of the key parameters determining the machine's motion capabilities. Acceleration describes how quickly speed changes, directly defining the equipment's dynamic response capability during high-speed operation:
- High Acceleration → Reaches target speed faster, changes direction more swiftly.
- Low Acceleration → Takes longer to reach target speed, inefficient direction changes.
Higher acceleration means the equipment can reach its preset working speed faster, significantly reducing idle time during processing that involves frequent starts, stops, and direction changes, thereby boosting overall processing efficiency.
This document will compare the core differences between common 2000 mm/s² class devices on the market and the 20000 mm/s² high-performance solution adopted by the Aliencell X1, explaining how acceleration impacts the two main operating modes of a laser engraver:
- Engraving (Scanning Mode): The X-axis moves rapidly back and forth, and the Y-axis steps line by line, used for photo engraving, grayscale engraving, etc.
- Cutting (Path Mode): Moves continuously along the graphic's contour, used for cutting or outline engraving.
¶ 1. Impact of Acceleration on Engraving Scanning Process
¶ 1.1 Impact on Engraving Scanning Efficiency
During engraving, the Laser Module needs to perform high-speed continuous motion in a two-dimensional plane. Each line involves acceleration → constant speed → deceleration → direction change. The time and distance required to reach the target speed are given by the formulas:
Where:
- v: Target scanning speed (mm/s)
- a: Acceleration (mm/s²)
- t: Time required for acceleration (seconds)
- s: Distance required for acceleration (mm)
Example (Target speed v = 500 mm/s):
- 2000 mm/s² → (t=0.25) s, (s=62.5) mm
- 20000 mm/s² → (t=0.025) s, (s=6.25) mm
Significance:
- A 2000 mm/s² machine requires an overscan distance of approximately 125 mm at each end of a line to accelerate to full speed.
- A 20000 mm/s² machine only needs an overscan distance of 12.5 mm to accelerate to full speed.
- In small-format, high-line-density scanning, high acceleration can significantly reduce single-line time and minimize end-of-line streaks and charring.
¶ 1.2 Impact on Engraving Scanning Accuracy
When the Laser Module moves along complex paths (such as sharp corners, continuous curves), traditional trapezoidal acceleration/deceleration algorithms can cause mechanical vibration due to insufficient acceleration, leading to "overburning" or "ghosting" in the engraved contours.
For example, at a 90° corner, the corner error radius (R_e) can be approximated by:
Example (Engraving fine lines at speed (v=300) mm/s):
| Acceleration a | Error Radius (R_e) | Physical Meaning |
|---|---|---|
| 2000 mm/s² | (R_e) = (\frac{300^2}{4 \times 2000}) = 11.25mm | Rounded corners lead to distortion rate >15% |
| 20000 mm/s² | (R_e) = (\frac{300^2}{4 \times 20000}) = 1.125mm | Sharp corners (distortion rate <2%) |
High-acceleration equipment can reduce geometric distortion by a factor of ten.
¶ 2. Impact of Acceleration on Cutting Process
¶ 2.1 Impact on Cutting Efficiency
In low-speed cutting, the difference in acceleration has little impact on the total time.
Example: Cutting 1 meter of wood at 200 mm/s
- 2000 mm/s² → ~5.10 s
- 20000 mm/s² → ~5.01 s
The difference is only about 1.8%.
¶ 2.2 Impact on Cutting Quality
¶ (1) Corners and Small Curves
Speed is limited by centripetal acceleration:
Where r is the turning radius (in mm).
Example (r = 1 mm):
- 2000 mm/s² → Approx. 44.7 mm/s
- 20000 mm/s² → Approx. 141.4 mm/s
High acceleration allows for higher speeds in small corners, reducing pauses. Excessive pausing can lead to localized heat accumulation → charring and overburning.
¶ (2) Edge Precision and Sharpness
- High acceleration combined with precise control algorithms (such as S-curve acceleration/deceleration) allows the cutting path to more closely approximate the ideal shape: sharper corners, smoother arcs, and cleaner cuts.
- This is particularly noticeable for complex cutouts, honeycomb structures, and paths with many corners.
- Low acceleration can result in "rounded" cuts, especially evident in intricate patterns or detailed areas.
¶ 3. Technical Requirements for High Acceleration
Achieving 20000 mm/s² acceleration requires overcoming the following technical bottlenecks and equipping core compensation systems:
Technical Challenge |
Resulting Issue |
Aliencell Solution |
|---|---|---|
Power Response Delay |
Energy imbalance during acceleration/deceleration segments → Uneven kerf |
Laser Dynamic Power Compensation |
Mechanical Resonance |
Vibration causes focal drift → Jagged edges |
Active Resonance Suppression |
¶ 3.1 Laser Power Dynamic Compensation
At high acceleration, speeds change drastically (e.g., 0 → 500 mm/s in just 25 ms), leading to changes in exposure time. If power is not compensated, depth and color will be uneven. Traditional constant power mode would result in:
- Acceleration Segment: Insufficient energy density per unit time → shallower cut depth.
- Deceleration Segment: Energy accumulation → corner charring.
¶ Technical Solution
Utilizes Acceleration Feedback-Based Power Closed-Loop Control:
Where:
- (P_{\text{real}}): Actual output power
- (P_{\text{set}}): User-set power
- a: Current acceleration
- (a_{\text{max}}): Maximum acceleration
- (K_p): Power feedback coefficient
The control system automatically adjusts laser power based on current motion speed (power adjusts proportionally or according to a preset curve with speed).
¶ 3.2 Resonance Suppression
During high-speed motion, if acceleration changes too suddenly, strong inertial shocks can be generated in the mechanical structure, triggering natural frequency resonance, leading to shaking, ripples, or even processing errors. This requires the equipment to suppress body or guide rail resonance during high-speed motion to maintain Laser Module position accuracy.
¶ Technical Solution
- Optimize mechanical structure, increasing frame rigidity and guide rail support.
- Use damping components or materials.
- Apply S-curve acceleration/deceleration or feedforward/feedback control algorithms in the motion controller to smooth speed changes and reduce vibration peaks.
¶ S-Curve Resonance Suppression Principle
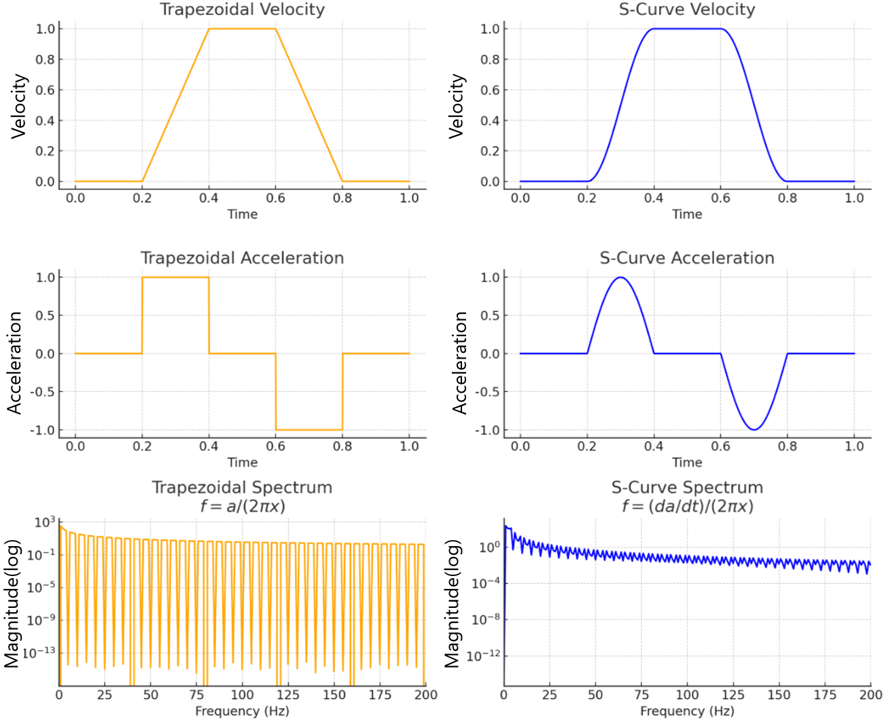
-
Orange (Trapezoidal Acceleration Spectrum): Abrupt speed changes → acceleration steps → spectral energy concentrated in multiple discrete spikes, with high amplitude, easily coinciding with a certain mechanical natural frequency and triggering strong resonance.
-
Blue (S-Curve Acceleration Spectrum): Smooth speed changes → continuous acceleration changes → spectral energy dispersed across a wide frequency band, more uniformly distributed, with significantly reduced amplitude at a single frequency, avoiding sharp resonance.
The S-curve disperses the acceleration spectrum from a single frequency (the step frequency of a trapezoid) into a wide band, preventing resonance with the mechanical system's natural frequencies.
¶ 3.3 Aliencell X1 Smart Control Adjustment
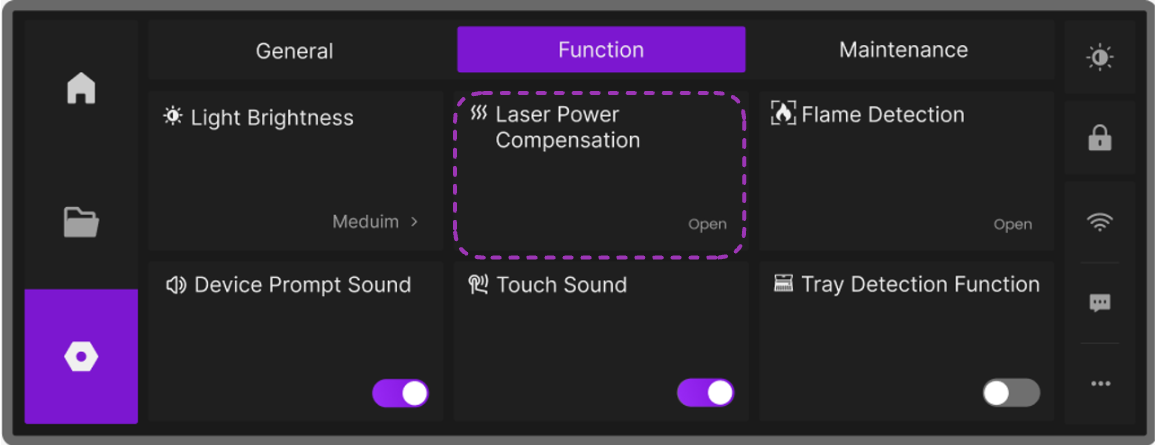
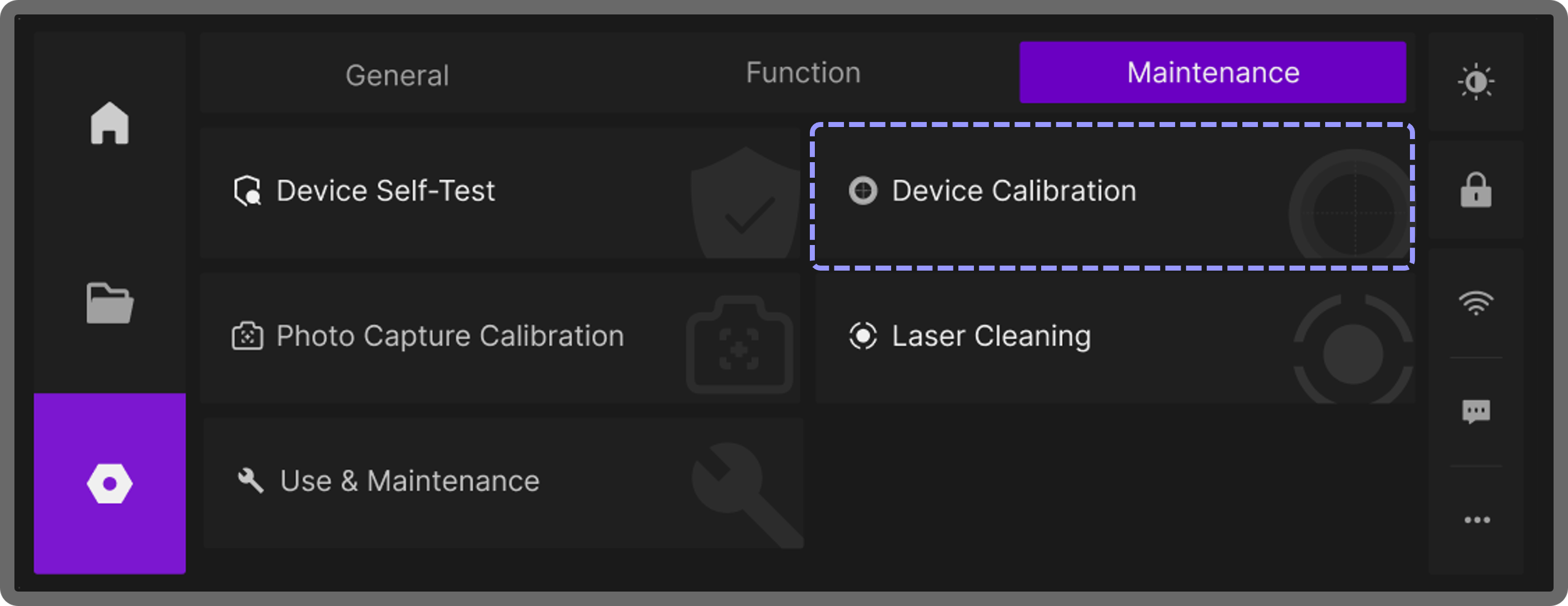
In Aliencell X1 devices, Laser Power Compensation and Vibration Suppression (Device Calibration) are integrated into the control system. You can find them on the X1 touchscreen.
-
Laser Power Compensation switch. The system enables Laser Power Compensation by default.
¶ Conclusion
- Engraving (Scanning Mode): High acceleration significantly boosts efficiency and accuracy in frequent direction changes, reducing end-of-line imperfections.
- Cutting (Path Mode): Limited impact on straight-line efficiency, but greatly improves quality in multi-corner, small-radius curves, reducing overburning and deformation.
- The 20000 mm/s² solution offers noticeable quality advantages and significant engraving efficiency improvements in consumer-grade desktop laser engravers.